-

-
已成功為636家企業訂製高難(nán)度熱流道
熱流道(dào)方案(àn)定製(zhì) | 工匠品質 | 一站式服務
24小時服(fú)務熱線
熱流道(dào)方案(àn)定製(zhì) | 工匠品質 | 一站式服務
24小時服(fú)務熱線



1)液態矽膠(Liquid Silicone Rubber)是利用2種材(分(fèn)為A膠與B膠)料混合; 2)利用定量裝置控製兩者按1:1的(de)比例混合,包括顏色或添添加劑靠等; 3)再通過靜態(tài)混合器(Static Mixer)予(yǔ)以充份混合,泵入注塑機的(de)料筒後,螺杆準確地把液態矽膠(LSR)注(zhù)入模具型腔; 4)液態矽膠(LSR)注塑模具溫度(dù):140℃~220℃之間;…

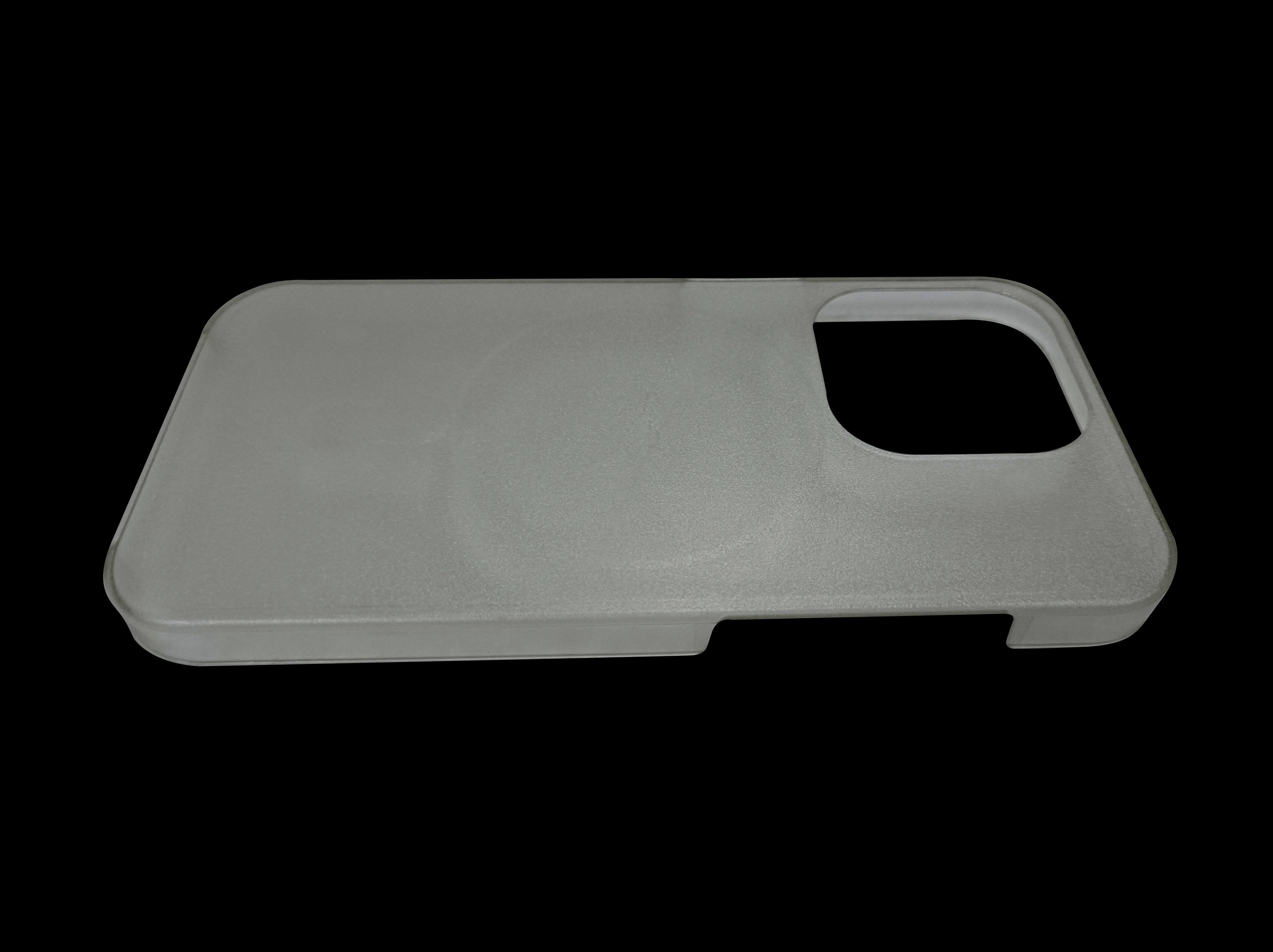
1)對人體無毒 ,無(wú)嗅(xiù)無(wú)味(wèi),透明度好,可(kě)消毒;
2)具有良好的(de)耐熱性,長時間持續工作(zuò)溫(wēn)度達150℃;
3)良好的低溫性能,在-50℃仍具有較好(hǎo)的彈性;
4)優良的電絕緣性,矽橡膠具有很高的電阻率,在(zài)很寬的溫度和頻率範圍內其阻值保持穩定;
5)良好的觸感(gǎn)、彈性、抗老化性能;
6)矽(guī)橡膠可燃性,但添(tiān)加少量的阻燃劑,具有阻燃性與自熄性;
1)液態矽(guī)膠(Liquid Silicone Rubber)是利用2種材(分為A膠與B膠)料混合;
2)利用定(dìng)量裝(zhuāng)置控製兩(liǎng)者按(àn)1:1的比例混合,包括(kuò)顏色或添添加劑靠等;
3)再通過靜態混合器(Static Mixer)予以充份混合,泵入注塑機的料(liào)筒後,螺杆準確地把液態(tài)矽膠(LSR)注入模(mó)具型(xíng)腔;
4)液態矽膠(LSR)注塑模具溫度:140℃~220℃之間;
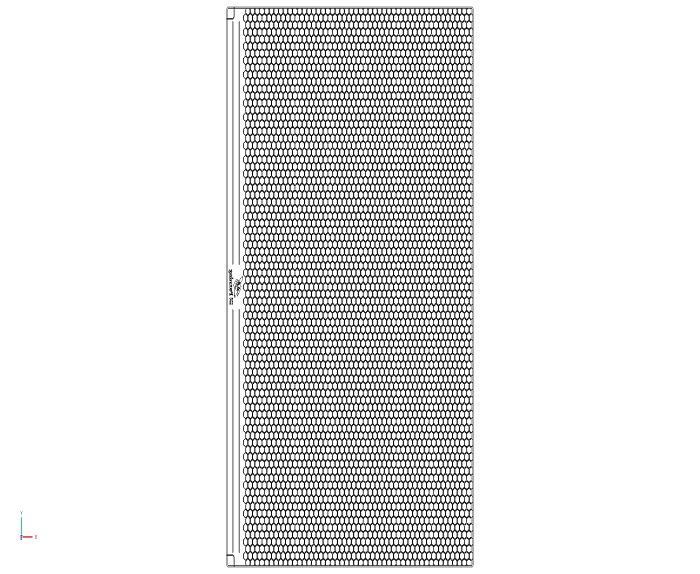
1)由於液(yè)態矽橡膠低(dī)粘度性,在加工過程中要考慮材(cái)料(liào)的回流和漏膠,因此對螺杆的止逆環有較高要求,以保證注射入(rù)模具的液體矽膠料量準確,不會出現披鋒(fēng),對模具封膠位有較高要求,典型(xíng)的排氣(qì)槽一般寬為1~3mm,深為0.004~0.005mm,最好在模(mó)具中加裝抽真空(kōng)結構(gòu),以保證模腔內的空氣及時排出。
2)對工藝參數要求調整合適的流化時間(jiān)及(jí)模溫以保證產品能完全固化和不發生變形,一般不用到保壓,但要求精確設定(dìng)料量;
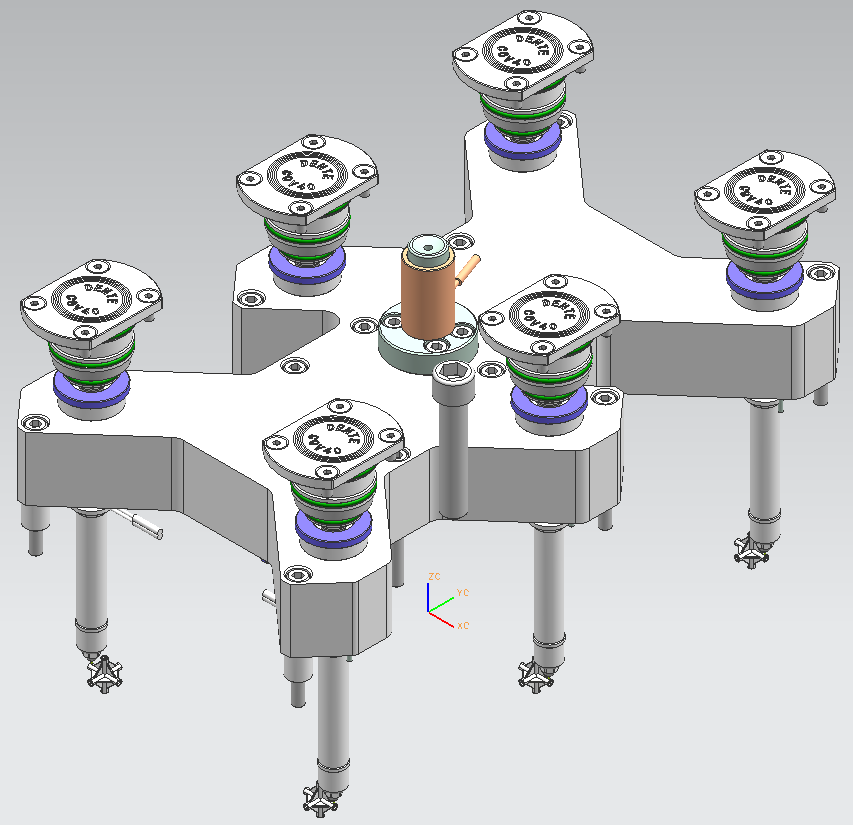
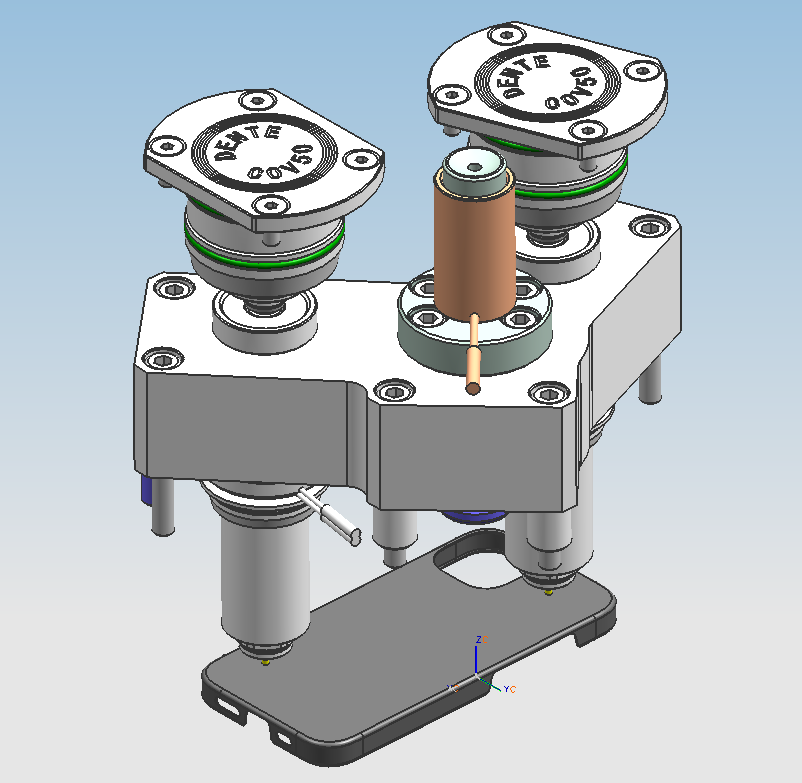
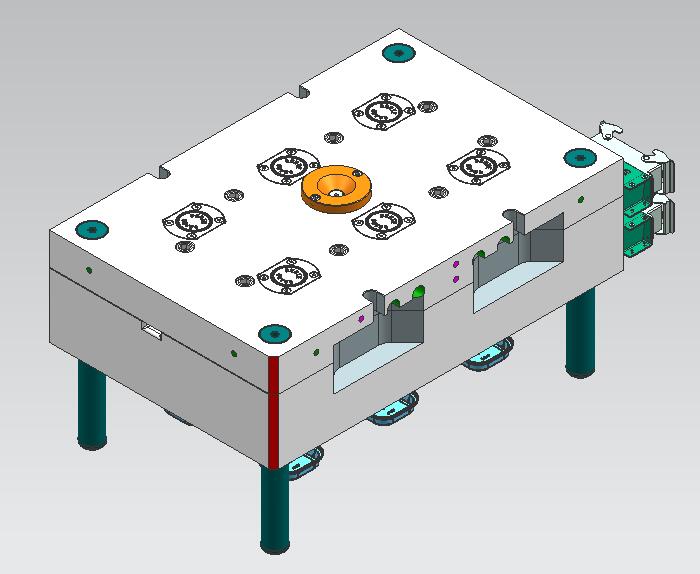
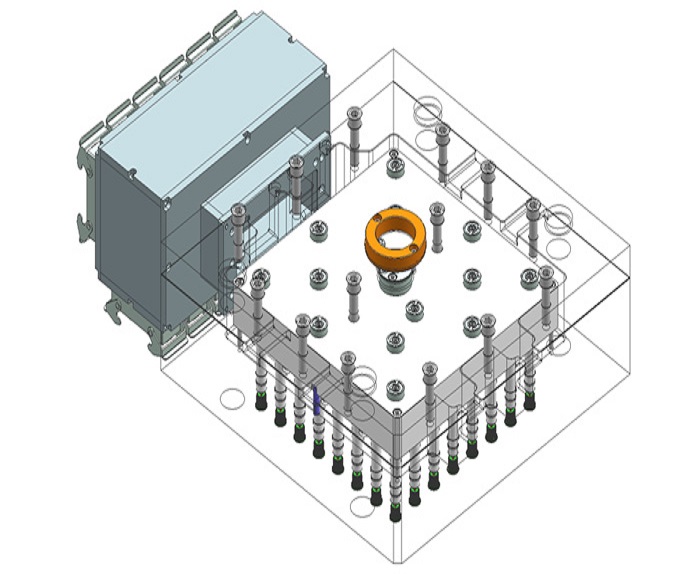
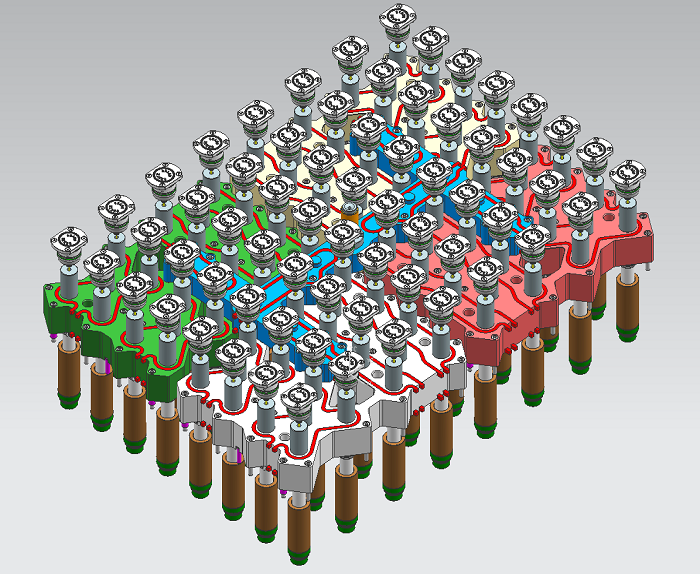
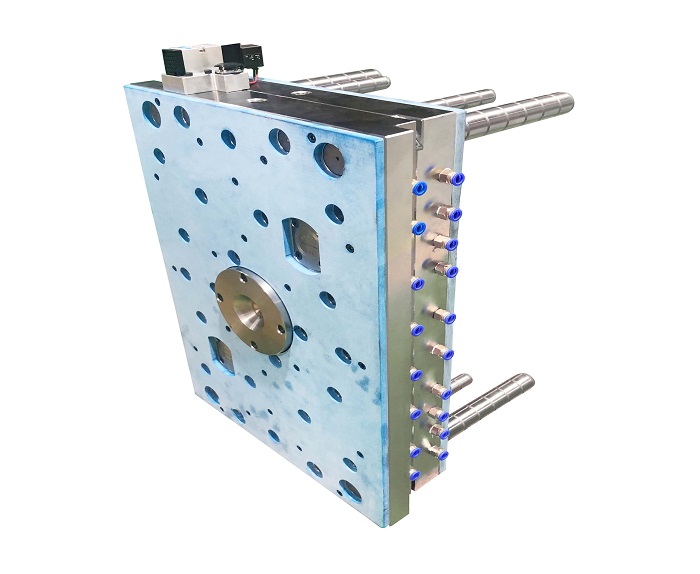
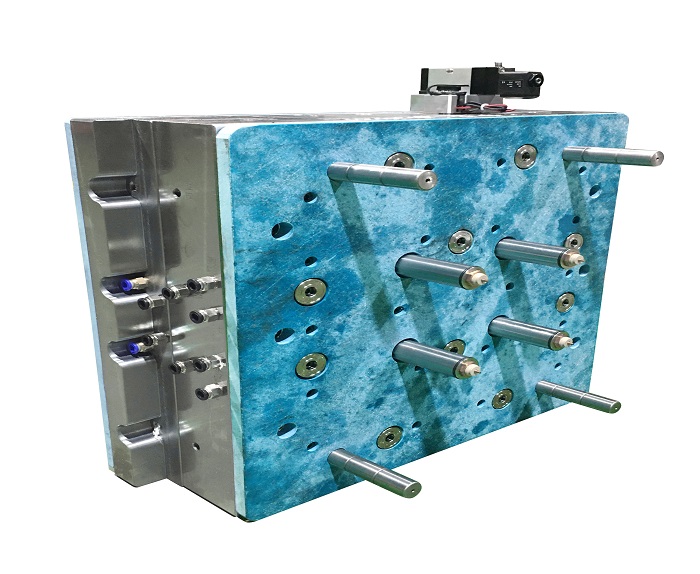
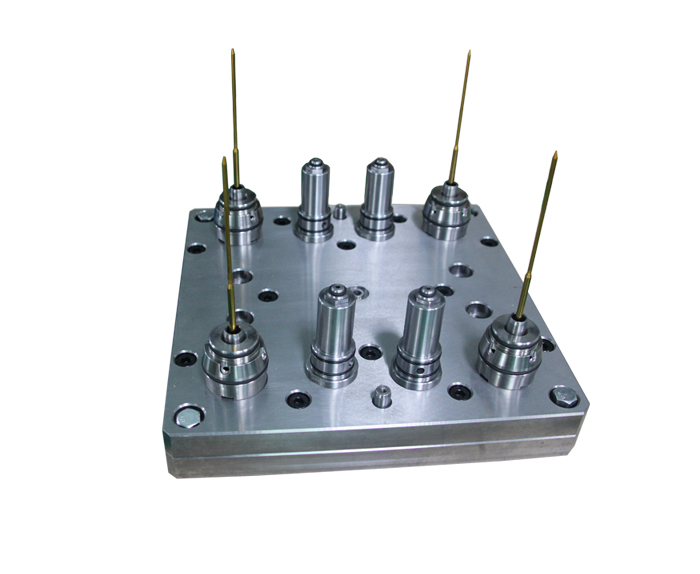
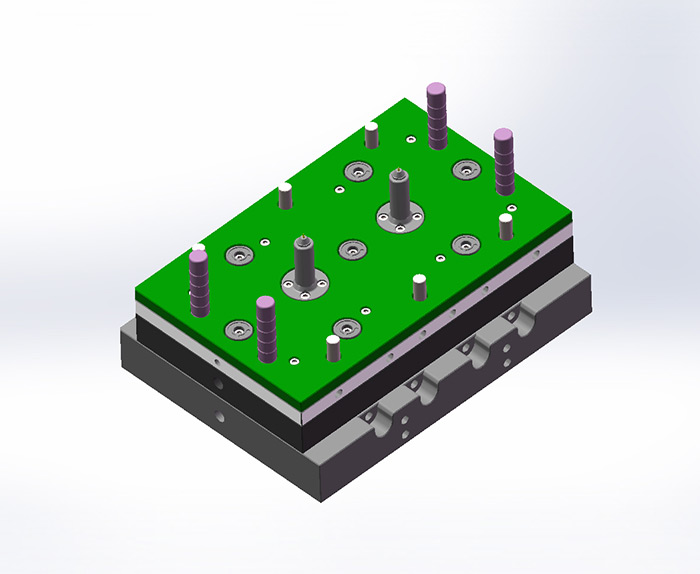
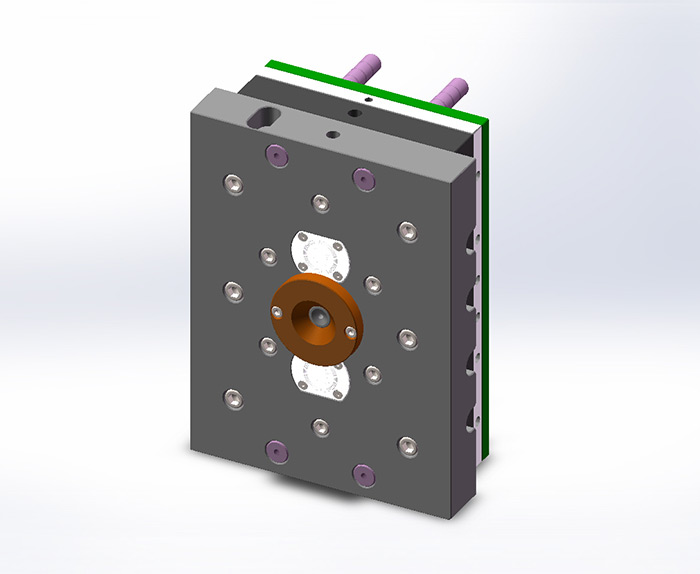
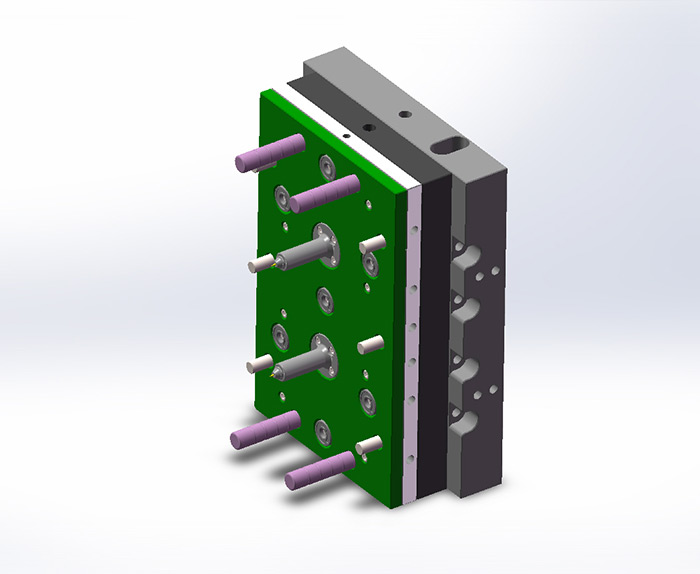
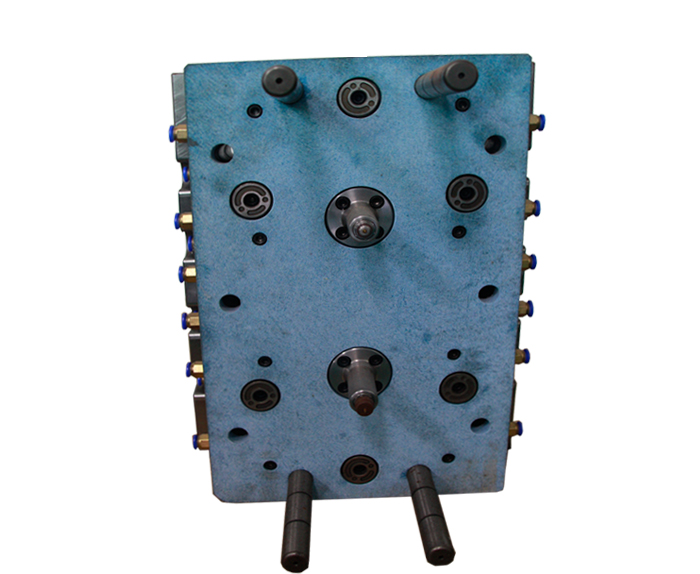
1)冷流(liú)道一般為冷(lěng)半模係統,帶有氣動閥針式(shì)冷嘴,為(wéi)矽膠注塑成型模具的製造提供(gòng)優勢,節省時間,提高效率;
2)澆注係統更少,成型周期更短,可(kě)實現更(gèng)少的材料損耗(hào),更(gèng)加節省材料;
3)冷嘴可安裝在流道板上,也可以安裝在模具上;
4)閥針通過控(kòng)製(zhì)單元(yuán)進行控製,每個冷咀的冷卻水路單獨控製,以保(bǎo)證每個冷(lěng)咀溫度一致、平衡;
如需(xū)了解更詳細的冷流(liú)道知識,點擊這裏!矽膠(jiāo)冷流道最全麵的知識解說

傳真:0769-85331417
E-mail:dentechina@163.com
地址:廣東省東莞市虎門鎮懷德社區雅瑤工業區玉井工(gōng)業園2號梯2樓
 掃描微信聯係www.91视频.com
掃描微信聯係www.91视频.com